
Особенности очистки промышленных жаротрубных котлов от накипи
Аннотация
Причиной для написания данной статьи послужил опыт химической промывки жаротрубных котлов от накипи, накопленный нашей компанией за последнее десятилетие (с 2009 по 2020гг.). В статье исследованы методы очистки промышленных жаротрубных котлов от накипи, сформулированы вопросы производителям котельного оборудования, предложены конструктивные решения, упрощающие процедуры очистки.
Статья носит дискуссионный характер, предполагается, что она может послужить основой для обсуждения лучшего опыта промывки жаротрубных котлов, выработки новых технологический решений очистки.
Введение
В настоящее время, по большому счёту, существует всего несколько конструктивных типов промышленных котлов.
Все они делятся на:
• Барабанные;
• Водотрубные;
• Жаротрубные.
Сегодня жаротрубные котлы получают всё большее распространение за счет своей компактности, мощности, быстрого монтажа. Мировыми производителями подобных котлов являются VIESSMANN, ICI, LOOS UL-S, BUDERUS и другие фирмы. Российские предприятия, также выпускают жаротрубные котлы.
Конструкция и особенности жаротрубных котлов
Все горизонтальные жаротрубные котлы имеют три основных модуля:
- Модуль сгорания. В него входит горелочное устройство и камера сгорания.
- Бойлерный модель. В этой части происходит нагрев воды или парообразование.
- Газоотвод. Предназначен для выброса продуктов сгорания в атмосферу.
На рисунке представлена общая схема жаротрубного котла:
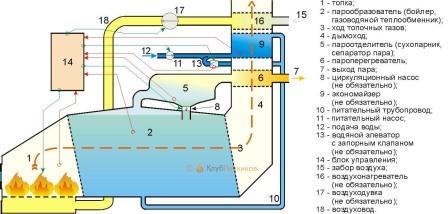
Рис. 1 Принципиальная схема жаротрубного котла
Как видно, принципиальная схема жаротрубного котла очень проста. Однако именно для жаротрубных котлов критичен даже небольшой слой накипи.
В дымогарных трубах жаротрубных котлов проходят газы с температурой свыше 1000 °С. Это тепло интенсивно отдаётся теплоносителю, который окружает трубки. В результате возникают огромные термические напряжения в трубках, а вокруг них большое количество перегретой воды. Прорыв даже одно трубы жаротрубного котла очень часто приводит к взрыву.
В жаротрубных котлах часто текут места сварки дымогарных труб к трубной доске. Это происходит потому, что диаметр отверстий в трубной доске чуть больше наружного диаметра дымогарных труб. В этих отверстиях образовывается накипь. Накипь вызывает локальные перегревы в местах сварки, и они начинают течь.

Рис 2 Ремонт жаротрубного котла в месте течи
Традиционные методы очистки жаротрубных котлов
К традиционному методу очистки жаротрубных котлов относится химическая промывка. Жаротрубные котлы промываются кислотными или щелочными (в зависимости от толщины и химического состава накипи) составами. Принципиальная схема промывки жаротрубного котла проста: через котел прокачивается химический реагент. Промывочная схема состоит их химического насоса, расширительного бака, напорно-всасывающих рукавов.
На рисунке представлена принципиальная схема химической промывки жаротрубного котла:
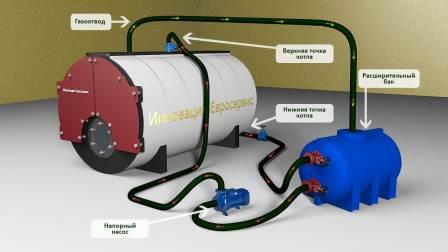
Рис 3 Принципиальная схема химической промывки жаротрубного котла
Однако, давайте разберёмся с основными особенностями традиционной химической промывки.
1. Невозможность создать полноценный гидродинамический поток.
Посмотрите на картинку. Большинство жаротрубных котлов имеют патрубки для подключения только в центральной части котла или ближе к тылу (сторона, противоположная горелке). Забрать жидкость внизу можно только с одной точки – дренажного патрубка, который также находится в тыловой части котла, внизу. Получается, что при такой схеме подключения, практически не омывается фронтальная трубная доска со стороны горелки.
Для проверки идей о гидродинамике внутри жаротрубного котла, мы создали лабораторный стенд, где провели эксперименты и выяснили характеристики насосов, а также точки подключения промывочного оборудования.
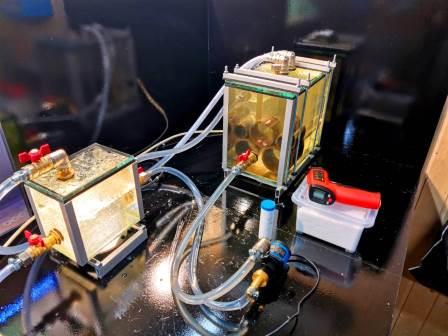
Рис 4 Лабораторный стенд для моделирования гидропотоков
Всего нами было проведено более 100 опытов. Не углубляясь в детали экспериментов, осветим здесь лишь некоторые выводы:
- Оптимальной считается подключение промывочной установки к верхней части фронтальной трубной доски и к дренажу.
- В процессе промывки желательно использовать реверсный узел и менять направление потока.
- Насколько это возможно, необходимо создавать поток, с характеристиками течения, близкими к турбулентному.
- Химический насос должен иметь как можно более высокие напорные характеристики.
Именно такие характеристики процесса позволят создать в промываемом котле рабочую гидродинамическую среду, ускоряющую процесс очистки и повышающую его качество.
2. Наличие нерастворимого осадка в нижней части котла.
Зачастую, даже при наличии системы ХВО, за 5-7 лет работы котла без химической промывки, на дне котла образуется нерастворимый осадок. В нашей практике бывало, что толщина этого осадка превышала 10-15 см и более, так что нижние дымогарные трубы были полностью зацементированы этими отложениями.
Неудивительно, что на таких котлах лопались трубные доски в нижней части котла или они текли в местах приварки дымогарных труб.

Рис 5 Нижние дымогарные трубы котла в накипи
Следует отметить, что этот осадок не размывается при химической промывке полностью. Для эффективного растворения накипи нужно, чтобы промывочная жидкость циркулировала с заданными параметрами. А в таких случаях справедливо правило: «нет циркуляции – нет эффекта». Вообще, это относится к химической промывке, в целом.
3. Выбор промывочного реагента.
Ещё одной проблемой при химической промывке жаротрубных котлов является выбор промывочного реагента.
В этом случае к реагенту предъявляются два, в некоторой степени противоречивых требования. С одной стороны, необходимо, чтобы реагент обладал хорошей растворяющей способностью. Причем это относится как к солям жесткости (Ca, Mg), так и к оксидам железа (Fe2O3, Fe3O4). С другой стороны, необходимо, чтобы реагент обладал минимальной коррозионной активностью. Лучшие отечественные и зарубежные реагенты обладают скоростью коррозии на Ст3 в пределах 0,1 г*м2/час.
Минимальная агрессивность реагента важна, т.к. химическая промывка котла может продолжаться более 24 часов.
Идеальная схема промывки жаротрубного котла
С учетом вышеизложенного, нам представляется такая «идеальная» схема промывки котла:
1. Промывка ведётся с реверсным узлом, с двух сторон, по-диагонали. Первый цикл – от горелки (сверху) к тылу (дренаж) и от тыла к горелке. Второй цикл – от тыла котла (сверху) к горелке (снизу) и наоборот. Реверсный узел позволяет переключать направление потока и подавать реагент через нижнюю точку (например, дренаж), что улучшает размывание отложений в нижней части котла.
2. Работа химического насоса регулируется автоматикой и задается специальной программой. Программа плавно изменяет напор насоса, что позволяет менять направление течения жидкости и эффективнее омывать различные участки внутри котла.
3. При выборе промывочного реагента, предпочтение следует отдавать комплексным препаратам, с наименьшей скоростью коррозии, что сделает промывку безопасной для котла.
4. После химической промывки обязательно следует проводить дренирование нерастворимого осадка с нижней части котла.
Предложения производителям котельного оборудования
1. Предусмотреть в конструкции жаротрубного котла два патрубка с глухими фланцами на трубной доске (вверху и внизу), со стороны горелки. Это позволит оперативно подключать промывочную установку, а самое главное – создаст эффективные гидродинамические потоки.
2. Изменить расположения дренажного трубопровода. Классический способ, когда дренажный трубопровод вертикально присоединён в нижней точке котла, представляется не совсем удобным. Нерастворимый осадок вполне может забить этот трубопровод. Кроме того, дренировать удобнее, когда трубопровод расположен в горизонтальной плоскости, в районе самой нижней точки водяного барабана котла.
3. На котлах, с водяным объемом свыше 10 м3, диаметр дренажного трубопровода представляется слишком маленьким – как правило Dу40. Для напорных насосов, наоборот, скорее в точке подачи должен быть диаметр трубы Dу50, а на выходе из котла, например, Dу65.
Эти простые, не затратные для производителей котлов и потребителей, дополнения существенно упростят процесс промывки жаротрубных котлов и повысят его качество.
Заключение
В данной статье мы рассмотрели некоторые особенности очистки промышленных жаротрубных котлов от накипи. Изложены и оценены основные аспекты процесса химической промывки, приведены данные лабораторных исследований, описан практический опыт. Сформулированы тезисы касательно о том, как бы мог выглядеть идеальный процесс очистки жаротрубных котлов. Даны предложение производителям котельного оборудования.
Литература и источники
Источник: https://clubpechnikov.ru/parovoj-kotel/
Поделиться:







